全国服务热线
0756-3630378


■ 实时观测焊过程电流动态波形
■ 三种电流输出模式(标准、脉冲、混合)其中脉冲(b)和混合模式(c)对抑制焊接微裂纹效果较好
■ 适⽤于铜、钨、钼、镍、不锈钢等各种有⾊⾦属的熔融焊
■ 可以设定重复引弧时间确保引弧成功率
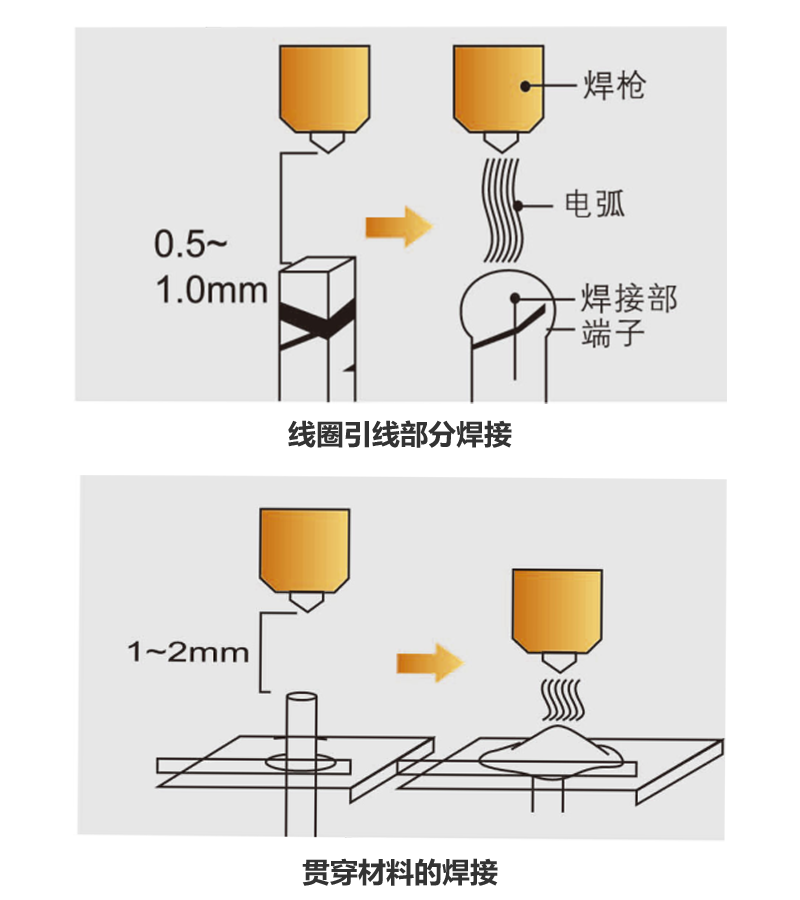
■ 尤其适用于线圈漆包线的端末熔球处理
■ RS-232/485和以太网
■ Can real-time display welding current waveform
■ Three kinds of output current mode(a)normal、(b)pulse、(c)hybrid)
The pulse&hybrid modes can well restrain welding micro cracks
■ Can set the Repetition time.To ensure the success probability.
■ Suitable for all kinds of non-ferrous metals such as Cu,W,M0,Ni,
stainless steel melting welding
■ Especially suitable for coil enameled wire melting ball handling
■ RS-232/485 & Ethernet
| 电源型号 | MODEL | VAW-50B | VAW-300B |
|---|---|---|---|
| 输入电源 | lnput Power | 1Φ 180~240V 、 50 / 60HZ 、 15A | 3Φ 220~380V ± 10%、 50 / 60HZ 、 40A |
| 最大电流 | Max Current | 50A(5%时) | 300A(5%时) |
| 额定功率 | Capacity | 0.95 KVA | 5.69 KVA |
| 电流设定 | Curr Setting | 2.0~9.99A、10.0~50.0A | 2.0~99.9A、2.0~300A |
| 输出模式 | Output Mode | 标准/NORMAL、脉冲/MULSE、混合/P-N | |
| 焊接时间设定(31组) | Timer Setting(31) |
预通气 / PREGAS :0~9.99s 焊接 / WELD :0~1000ms 焊接 / WELD :0~5000ms 缓降 / DOWN :0~99ms 后通气 / AFTGAS :0~9.99s |
|
| 脉冲设定 | Pulse Setting | 脉宽 / Pulse:0.0~99.9ms、间隔 / Cool:0.0~99.9ms | |
| 尺寸mm | Dimensions | 182(W) × 302(H) × 430(D) | 182(W) × 358(H) × 480(D) |
| 重量 | Weight | 15kg | 18kg |
| 保护气体 | Gas | Ar、0.25MPA、≤8L/min | |
| 焊炬 | Torth | VG-26P | |
| 电极 | Electrode | 钍钨电极 / Th-w Φ1.2、Φ1.6 | 钍钨电极 / Th-w Φ1.6、Φ2.0 |
移动版网站
